

- Главная страница
- Блог
- Статьи для специалистов
- «Импортозамещение» - не просто слово.
«Импортозамещение» - не просто слово.
Уважаемые партнёры!
В этой статье мы хотим познакомить Вас с новинкой крепёжного рынка РФ. Представляем Вам Клиновые стопорные парные шайбы, произведенные в России, из российского металла, с применением отечественных технологий и компонентов!

С Михаилом мы беседовали на территории производственной площадки в городе Екатеринбурге. Осенний суровый Урал, снежный ноябрь и год проб и попыток позади. Пора раскрывать «секреты» наших Уральских мастеров:
Почему он новый? Для ответа, на этот вопрос необходимо вернуться на год назад и вспомнить как всё начиналось. Сегодня мы с уверенностью можем сказать, что наши стопорные шайбы не являются 100% копией аналогичных оригинальных и неоригинальных товаров. Причина этого в том, что Техническое Задание не подразумевало изначально копирование, например, шайб NL, а стояла задача реализации функционала на уровне аналогичном оригинальным шайбам, с привязкой к имеющимся материалам и технологиям производства, с оглядкой на требования стандарта DIN25201-4. То есть в основе лежит «осмысленный подход» к проектированию, а не «слепое» копирование. Важным фактором являлась экономика производства, которая опиралась целиком на отечественные, условно, легкодоступные материалы, технологии и оборудование. Данный подход обеспечил возможность контролировать всю цепочку производства и реализации, сделав понятным сроки разработки и поставки продукции.
На первом этапе проектирования свойств и геометрических характеристик шайб, безусловно, очень помог успешный 2-летний опыт сотрудничества и работы с европейским подразделением R&D компании Nord Lock, связанный с разработкой и тестированием новых продуктов и технологий. Работа была в ином направлении. Конечно, иностранные коллеги не раскрывали все имеющиеся секреты, но благодаря тесному сотрудничеству был накоплен значительный опыт и получена информация, которую из открытых и «рекламных» источников, невозможно было бы получить. Оценка подхода компании NL к испытаниям продукции, в разных условиях использования, дала четкое понимание того, что для запуска разработки отечественных продуктов необходим собственный испытательный стенд, который в процессе реализации, так же был разработан и построен, в том числе для него создано программное обеспечение.
Вернемся к шайбам. Несмотря на кажущуюся простоту геометрии и принцип их работы, после детального изучения механики работы клиновых стопорных шайб и цифрового моделирования, вскрылись множественные «подводные камни», игнорирование которых могло привести к тому, что конструкция будет работать неправильно или не гарантировано. Например, возникли значительные сомнения по поводу «многоразовости» применения шайб подобной конструкции, о чем заявляют известные производители оригинальной продукции.
Дело в том, что среди прочих, важнейшими взаимозависимыми характеристиками конструкции, являются угол наклона клиновых зубьев шайбы и твердость материала после обработки. При разборке соединения, площадь контактирующих поверхностей клиновых зубьев обратно пропорциональна силе давления на них. В результате, максимальное удельное давление приходится на самую вершину клинового зуба. В процессе сборки-разборки резьбовых узлов, с применением клиновой шайбы, неизбежно происходит постепенное разрушение и изменение геометрии внутренних рабочих зубьев и как следствие, снижение стопорящих свойств шайбы. Термически обработанные стальные сплавы, с высокой твердостью поверхности, имеют повышенную хрупкость и сильнее склонны к разрушению, особенно при контакте с материалами аналогичной твердости. В рамках существующей конструкции данное противоречие является не решаемым.
Эффект, при детальном рассмотрении, проявляется у всех тестируемых образцов, как у оригинальных шайб NL, так и других, от европейских производителей до «аналогичных» шайб китайского производства (у некоторых образцов, представленных на рынке в РФ, как прямых заменителей шайб NL, выявлены значительные ошибки и отклонения в геометрических характеристиках, использование покрытий, ухудшающих свойства продукта и т.п.). Поэтому, к громким рекламным лозунгам «Пожизненная гарантия», афишируемым производителями, и «многоразовое применение» необходимо относится с достаточным уровнем скепсиса.
То есть, маркетинговый термин «Пожизненная гарантия» является правильным только в отношении первого использования шайбы. Собрали узел, с соблюдением необходимых для этого требований, и стопорный эффект гарантирован в процессе эксплуатации данного соединения до его первой разборки. При следующих циклах сборки-разборки, процесс усадки и смятия поверхностей клиновых зубьев неизбежен.
Кроме того, после первого цикла разборки происходит повреждение защитного цинк-ламельного покрытия в контактных зонах, соответственно, с каждым новым циклом устойчивость изделия к коррозии уменьшается.
Во время проведения реинжиниринга был выработан алгоритм подбора угла при вершине рабочих зубьев шайбы для всей линейки типоразмеров, исходя из баланса эффекта стопорения и предельного момента откручивания резьбового соединения.
Все видели «маркетинговое» объяснение принципа работы данной конструкции производителями, заключающееся в том, что в рекламных материалах указывается различие между углом подъема резьбы и углом наклона клиновых зубьев шайбы. Это крайне упрощенная трактовка, поскольку эти углы существуют на различных средних диаметрах, разных у отличающихся диаметров, и шага резьбы, соответственно, их нельзя сравнивать по указанному параметру.
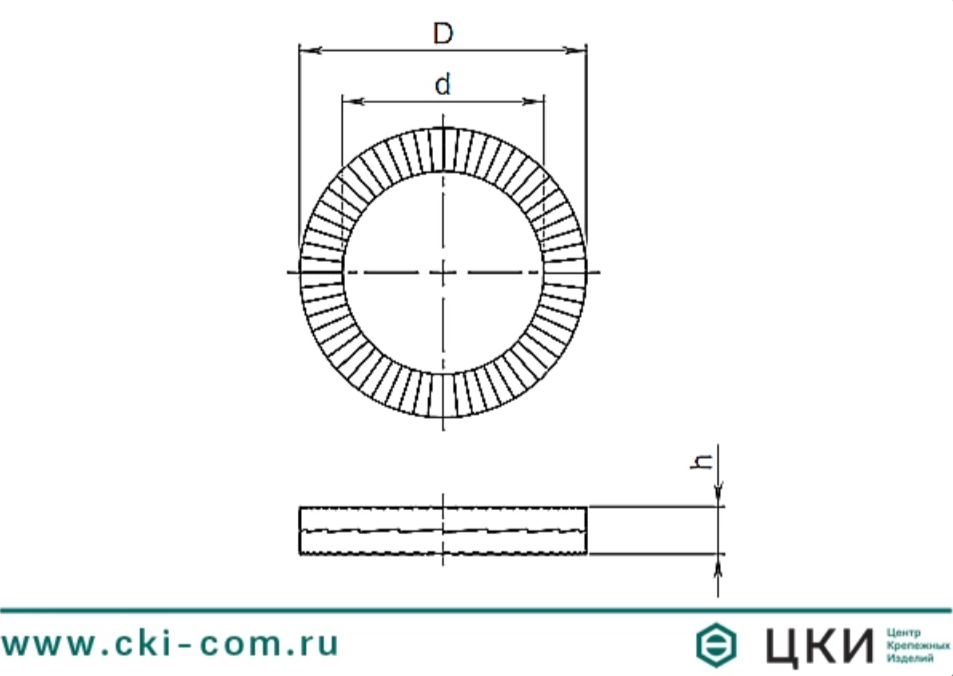
Важную характеристику - количество и геометрию внешних рабочих зубьев подбирали методом цифрового моделирования, в зависимости от основных размеров шайб. Был использован подход с учетом геометрии оригинальных изделий.

Забегая вперед скажу, что в перспективе планируется доработка конструкции шайб для снижения эффекта деформации клиновых поверхностей, за счет новых инженерных решений. Уже существует рабочий прототип. Возможно, это будет уже совсем другая шайба, использующая схожие принципы, но более долговечная в использовании.
Резюмируя, вновь уточняю, что с самого начала подход состоял не в слепом копировании продукции известных брендов и взятия на себя несбыточных обязательств, а в создании гарантированно работающего механического узла. То есть, решили подойти максимально честно, с посылом сохранить «правильный» стопорный эффект, а в будущем предложить более оптимизированное изделие.
При решении задач второго этапа отталкивались от основной установки, сделать не очередной «элитарный» по стоимости продукт, а широкодоступный, в том числе для решения утилитарных задач, связанных с обеспечением стопорения рядового крепежа.
Скажем сразу, что материалы, из которых изготавливаются оригинальные шайбы NL, малодоступны на рынке в РФ и почти не производятся. Конечно, есть похожие по свойствам отечественные аналоги, но они дороги и малодоступны в коммерческом обороте, а производство на заказ подразумевает значительные по объему партии, при этом не всегда гарантирован результат. Импортировать из Поднебесной? Да, возможно, но это нарушает взятую изначально установку на отход от «слепого копирования» и полноценное импортозамещение. Поэтому, от данного варианта «реплики» сразу отказались и выбирали материалы (сплавы) из доступных на рынке в РФ, которые гарантировано могут быть поставлены основными трейдерами стали.
Варианты использования легированных сталей, типа марок 45Х и близких к ним (марка стали С45 используется компанией HEICO для производства аналогичных шайб) были отложены по причине того, что заготовки, в подавляющем большинстве, представлены на отечественном рынке в виде горячекатаного листа. Использование такого листа, с нагартованной поверхностью и очень большими допусками по толщине, потребовало бы, для высокоточной штамповки, тщательной дополнительной, предварительной подготовки поверхности, что неизбежно могло отразиться на стоимости и геометрических свойствах конечной продукции.
В итоге, выбор пал на качественную конструкционную углеродистую сталь с дальнейшей термообработкой до нужной поверхностной твердости (ноу-хау). Данный материал обеспечил предсказуемое поведение в процессе высокоточной штамповки и повторяющийся результат после термообработки.
Во время третьего этапа проектирования, при испытании многочисленных образцов и отработке технологии производства, практически заново пришлось проверять и отлаживать все этапы производства и характеристики изделий. Был сконструирован и запущен испытательный стенд. Работы по созданию испытательного стенда и программного обеспечения для проведения испытаний резьбовых соединений по методу Г. Юнкера и Д. Стрелова включены в перечень разработок, финансируемых «Фондом содействия инновациям». (Да-да, в создании методики испытания резьбовых соединений при поперечной вибрационной нагрузке и испытательной установки принял участие человек с русской фамилией о котором потом благополучно «забыли»).
Сейчас мы уверенно можем сказать, что освоено производство основных ходовых типоразмеров шайб (для соединений от М10 до М20) и для использования с крепежом из углеродистой стали классов прочности до 10.9. Во время тестирования, проверки и сравнения результата с оригинальными шайбами, появились сомнениям в возможности их использования с крепежом классов прочности 12.9, так как запас твердости у них незначителен и оригинальные шайбы, так же, склонны к разрушению, усадке. Были выявлены общие недостатки подобной конструкции, и как я ранее замечал, дальнейшая разработка будет идти в этом направлении.
Более мелкие диаметры, еще требуют значительной доработки перед запуском в серийное производство. Дело, в том, что на меньших диаметрах возрастает влияние эффекта усадки и сглаживания поверхности. Возможно, будет применен другой сплав, также из числа доступных на отечественном рынке, способный давать прогнозируемые результаты. Работа продолжается.
Нужно упомянуть важный этап готовности продукта к эксплуатации, а именно противокоррозионную защиту готовых шайб. В процессе выбора, совместно с заказчиком, остановились на цинк-ламельном покрытии, как на самом, в данном случае, оптимальном и универсальном варианте защиты изделий из углеродистой стали от коррозии. Подобное покрытие не оказывает «вредного» влияния на характеристики материала шайб и предоставляет долговременную защиту готовым изделиям (не менее 720 часов, до появления коррозии основного материала в паро-солевом тумане, что подтверждено испытаниями). Для покрытия использованы составы отечественного производства.
По результатам испытаний резьбовых соединения в составе стандартных болтов и гаек со стопорно-клиновыми шайбами CL INFIX ослабление осевой силы предварительного натяга, после воздействия вибрации не превышает требование ТЗ и составляет:
В этой статье мы хотим познакомить Вас с новинкой крепёжного рынка РФ. Представляем Вам Клиновые стопорные парные шайбы, произведенные в России, из российского металла, с применением отечественных технологий и компонентов!
В чем же новизна, спросите Вы?
Подобные шайбы производят (официально не поставляются в РФ, с февраля 2022 года) такие известные компании как Nord-Lock, Heico, появились так же в продаже и китайские «аналоги». Да, ответим мы и этот продукт новый, а почему - ответить на этот вопрос нам поможет изобретатель, конструктор и разработчик технологии производства Мельников Михаил.С Михаилом мы беседовали на территории производственной площадки в городе Екатеринбурге. Осенний суровый Урал, снежный ноябрь и год проб и попыток позади. Пора раскрывать «секреты» наших Уральских мастеров:
- Михаил, почему именно, сейчас появилась необходимость в данном продукте?
На самом деле, причина появления такого продукта очевидна. Возникла закономерная ситуация в связи с уходом официальных производителей с российского рынка, что привело к нестабильности поставок. Речь, в первую очередь, идет о невозможности контактов с техническими службами производителей такой продукции и невозможности проведения испытаний на оборудовании Nord Lock по причине блокирования программного обеспечения. С другой стороны, возник поток серых поставок и контрафакта, а поскольку клиновые стопорные шайбы используются в ответственных соединениях, то это может привести к возникновению дополнительных проблем или просто потере затраченных на этот товар средств.- Какие технические вопросы решает и гарантирует данный продукт, почему его можно считать новым продуктом?
Технически продукт гарантирует результат на уровне оригинальной продукции западного производства.Почему он новый? Для ответа, на этот вопрос необходимо вернуться на год назад и вспомнить как всё начиналось. Сегодня мы с уверенностью можем сказать, что наши стопорные шайбы не являются 100% копией аналогичных оригинальных и неоригинальных товаров. Причина этого в том, что Техническое Задание не подразумевало изначально копирование, например, шайб NL, а стояла задача реализации функционала на уровне аналогичном оригинальным шайбам, с привязкой к имеющимся материалам и технологиям производства, с оглядкой на требования стандарта DIN25201-4. То есть в основе лежит «осмысленный подход» к проектированию, а не «слепое» копирование. Важным фактором являлась экономика производства, которая опиралась целиком на отечественные, условно, легкодоступные материалы, технологии и оборудование. Данный подход обеспечил возможность контролировать всю цепочку производства и реализации, сделав понятным сроки разработки и поставки продукции.
- Михаил, Вы говорите, про осмысленный подход при проектировании, как выглядит этот процесс и с какими вопросами и задачами, Вам пришлось столкнуться во время создания стопорных шайб?
Отвечая на этот вопрос, более подробно остановимся на этапах проектирования и создания шайб. Разработка и освоение производства структурированы по трем основным факторам:- Разработка геометрических характеристик шайбы;
- Подбор возможных материалов и их свойств, в том числе с учетом их доступности, оценка и тестирование;
- По результатам анализа первых двух факторов, собственно разработка и определение технологии производства.
На первом этапе проектирования свойств и геометрических характеристик шайб, безусловно, очень помог успешный 2-летний опыт сотрудничества и работы с европейским подразделением R&D компании Nord Lock, связанный с разработкой и тестированием новых продуктов и технологий. Работа была в ином направлении. Конечно, иностранные коллеги не раскрывали все имеющиеся секреты, но благодаря тесному сотрудничеству был накоплен значительный опыт и получена информация, которую из открытых и «рекламных» источников, невозможно было бы получить. Оценка подхода компании NL к испытаниям продукции, в разных условиях использования, дала четкое понимание того, что для запуска разработки отечественных продуктов необходим собственный испытательный стенд, который в процессе реализации, так же был разработан и построен, в том числе для него создано программное обеспечение.
Вернемся к шайбам. Несмотря на кажущуюся простоту геометрии и принцип их работы, после детального изучения механики работы клиновых стопорных шайб и цифрового моделирования, вскрылись множественные «подводные камни», игнорирование которых могло привести к тому, что конструкция будет работать неправильно или не гарантировано. Например, возникли значительные сомнения по поводу «многоразовости» применения шайб подобной конструкции, о чем заявляют известные производители оригинальной продукции.
Дело в том, что среди прочих, важнейшими взаимозависимыми характеристиками конструкции, являются угол наклона клиновых зубьев шайбы и твердость материала после обработки. При разборке соединения, площадь контактирующих поверхностей клиновых зубьев обратно пропорциональна силе давления на них. В результате, максимальное удельное давление приходится на самую вершину клинового зуба. В процессе сборки-разборки резьбовых узлов, с применением клиновой шайбы, неизбежно происходит постепенное разрушение и изменение геометрии внутренних рабочих зубьев и как следствие, снижение стопорящих свойств шайбы. Термически обработанные стальные сплавы, с высокой твердостью поверхности, имеют повышенную хрупкость и сильнее склонны к разрушению, особенно при контакте с материалами аналогичной твердости. В рамках существующей конструкции данное противоречие является не решаемым.
Эффект, при детальном рассмотрении, проявляется у всех тестируемых образцов, как у оригинальных шайб NL, так и других, от европейских производителей до «аналогичных» шайб китайского производства (у некоторых образцов, представленных на рынке в РФ, как прямых заменителей шайб NL, выявлены значительные ошибки и отклонения в геометрических характеристиках, использование покрытий, ухудшающих свойства продукта и т.п.). Поэтому, к громким рекламным лозунгам «Пожизненная гарантия», афишируемым производителями, и «многоразовое применение» необходимо относится с достаточным уровнем скепсиса.
То есть, маркетинговый термин «Пожизненная гарантия» является правильным только в отношении первого использования шайбы. Собрали узел, с соблюдением необходимых для этого требований, и стопорный эффект гарантирован в процессе эксплуатации данного соединения до его первой разборки. При следующих циклах сборки-разборки, процесс усадки и смятия поверхностей клиновых зубьев неизбежен.
Кроме того, после первого цикла разборки происходит повреждение защитного цинк-ламельного покрытия в контактных зонах, соответственно, с каждым новым циклом устойчивость изделия к коррозии уменьшается.
Во время проведения реинжиниринга был выработан алгоритм подбора угла при вершине рабочих зубьев шайбы для всей линейки типоразмеров, исходя из баланса эффекта стопорения и предельного момента откручивания резьбового соединения.
Все видели «маркетинговое» объяснение принципа работы данной конструкции производителями, заключающееся в том, что в рекламных материалах указывается различие между углом подъема резьбы и углом наклона клиновых зубьев шайбы. Это крайне упрощенная трактовка, поскольку эти углы существуют на различных средних диаметрах, разных у отличающихся диаметров, и шага резьбы, соответственно, их нельзя сравнивать по указанному параметру.
Важную характеристику - количество и геометрию внешних рабочих зубьев подбирали методом цифрового моделирования, в зависимости от основных размеров шайб. Был использован подход с учетом геометрии оригинальных изделий.
Забегая вперед скажу, что в перспективе планируется доработка конструкции шайб для снижения эффекта деформации клиновых поверхностей, за счет новых инженерных решений. Уже существует рабочий прототип. Возможно, это будет уже совсем другая шайба, использующая схожие принципы, но более долговечная в использовании.
Резюмируя, вновь уточняю, что с самого начала подход состоял не в слепом копировании продукции известных брендов и взятия на себя несбыточных обязательств, а в создании гарантированно работающего механического узла. То есть, решили подойти максимально честно, с посылом сохранить «правильный» стопорный эффект, а в будущем предложить более оптимизированное изделие.
При решении задач второго этапа отталкивались от основной установки, сделать не очередной «элитарный» по стоимости продукт, а широкодоступный, в том числе для решения утилитарных задач, связанных с обеспечением стопорения рядового крепежа.
Скажем сразу, что материалы, из которых изготавливаются оригинальные шайбы NL, малодоступны на рынке в РФ и почти не производятся. Конечно, есть похожие по свойствам отечественные аналоги, но они дороги и малодоступны в коммерческом обороте, а производство на заказ подразумевает значительные по объему партии, при этом не всегда гарантирован результат. Импортировать из Поднебесной? Да, возможно, но это нарушает взятую изначально установку на отход от «слепого копирования» и полноценное импортозамещение. Поэтому, от данного варианта «реплики» сразу отказались и выбирали материалы (сплавы) из доступных на рынке в РФ, которые гарантировано могут быть поставлены основными трейдерами стали.
Варианты использования легированных сталей, типа марок 45Х и близких к ним (марка стали С45 используется компанией HEICO для производства аналогичных шайб) были отложены по причине того, что заготовки, в подавляющем большинстве, представлены на отечественном рынке в виде горячекатаного листа. Использование такого листа, с нагартованной поверхностью и очень большими допусками по толщине, потребовало бы, для высокоточной штамповки, тщательной дополнительной, предварительной подготовки поверхности, что неизбежно могло отразиться на стоимости и геометрических свойствах конечной продукции.
В итоге, выбор пал на качественную конструкционную углеродистую сталь с дальнейшей термообработкой до нужной поверхностной твердости (ноу-хау). Данный материал обеспечил предсказуемое поведение в процессе высокоточной штамповки и повторяющийся результат после термообработки.
Во время третьего этапа проектирования, при испытании многочисленных образцов и отработке технологии производства, практически заново пришлось проверять и отлаживать все этапы производства и характеристики изделий. Был сконструирован и запущен испытательный стенд. Работы по созданию испытательного стенда и программного обеспечения для проведения испытаний резьбовых соединений по методу Г. Юнкера и Д. Стрелова включены в перечень разработок, финансируемых «Фондом содействия инновациям». (Да-да, в создании методики испытания резьбовых соединений при поперечной вибрационной нагрузке и испытательной установки принял участие человек с русской фамилией о котором потом благополучно «забыли»).
Сейчас мы уверенно можем сказать, что освоено производство основных ходовых типоразмеров шайб (для соединений от М10 до М20) и для использования с крепежом из углеродистой стали классов прочности до 10.9. Во время тестирования, проверки и сравнения результата с оригинальными шайбами, появились сомнениям в возможности их использования с крепежом классов прочности 12.9, так как запас твердости у них незначителен и оригинальные шайбы, так же, склонны к разрушению, усадке. Были выявлены общие недостатки подобной конструкции, и как я ранее замечал, дальнейшая разработка будет идти в этом направлении.
Более мелкие диаметры, еще требуют значительной доработки перед запуском в серийное производство. Дело, в том, что на меньших диаметрах возрастает влияние эффекта усадки и сглаживания поверхности. Возможно, будет применен другой сплав, также из числа доступных на отечественном рынке, способный давать прогнозируемые результаты. Работа продолжается.
Нужно упомянуть важный этап готовности продукта к эксплуатации, а именно противокоррозионную защиту готовых шайб. В процессе выбора, совместно с заказчиком, остановились на цинк-ламельном покрытии, как на самом, в данном случае, оптимальном и универсальном варианте защиты изделий из углеродистой стали от коррозии. Подобное покрытие не оказывает «вредного» влияния на характеристики материала шайб и предоставляет долговременную защиту готовым изделиям (не менее 720 часов, до появления коррозии основного материала в паро-солевом тумане, что подтверждено испытаниями). Для покрытия использованы составы отечественного производства.
- Пришло время обсудить вопрос стоимости готового изделия и его ценности для конечного потребителя. Как вы оцените эти, бесспорно, важные факторы?
Мы уже отмечали, что изначальной целью не было создание «элитного» нишевого продукта с высокой стоимостью за единицу, но существуют определенные факторы, влияющие на конечную цену. Они зависят от технологии производства - высокоточная штамповка, с формированием окончательной формы шайбы в закрытой прессформе, сложная термообработка, галтовка до требуемых показателей чистоты поверхности, финишное покрытие, все этапы подразумевают большой процент квалифицированного ручного труда. С ростом объемов производства стоимость единицы будет снижаться. От объемов производства, так же, зависит возможность применения более производительного автоматизированного оборудования и оптимизации всех этапов по стоимости и производительности. Сейчас, есть над чем работать, выше, я упоминал эти направления. Результаты будут зависеть от успешности продаж на начальном этапе. Ждем обратной связи от первых покупателей, в результате такой обратной связи будут появляться абсолютно новые продукты для решения задач стопорения, в том числе для особо сложных задач, более экономно и эффективно.По результатам испытаний резьбовых соединения в составе стандартных болтов и гаек со стопорно-клиновыми шайбами CL INFIX ослабление осевой силы предварительного натяга, после воздействия вибрации не превышает требование ТЗ и составляет:
- не более 15,6 % для соединений типоразмера М10;
- не более 15,3 % для соединений типоразмера М12;
- не более 15,6 % для соединений типоразмера М14;
- не более 15,7 % для соединений типоразмера М16.










