

- Главная страница
- Блог
- Статьи для специалистов
- Виды соединений деталей. Резьбы, допуски и посадки
Виды соединений деталей. Резьбы, допуски и посадки
Виды соединений деталей
За долгие века своего развития человечество придумало множество способов соединения деталей. Деталью договоримся называть некий материальный объект, входящий в соединение, который не может быть разделен на более мелкие объекты. Соединение нескольких деталей условимся называть узлом, а совокупность узлов, способных при соединении выполнять определенные действия – механизмом.
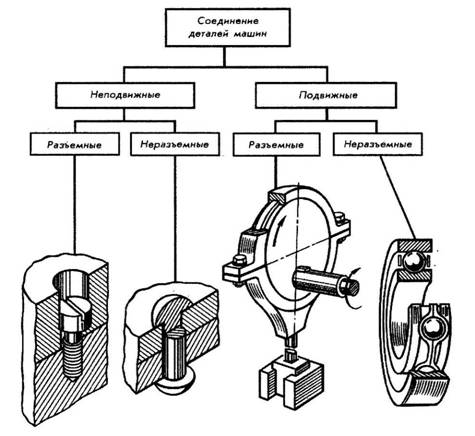
Принято различать соединения деталей подвижные и неподвижные, В подвижных соединениях детали движутся друг относительно друга, а в неподвижных жестко скреплены друг с другом. Каждый из этих двух типов соединений подразделяют на две основные группы: разъемные и неразъемные.
Разъемными называются такие соединения, которые позволяют производить многократную сборку и разборку сборочной единицы без повреждения деталей. К разъемным неподвижным соединениям относятся резьбовые, штифтовые, шпоночные, шлицевые, профильные, клеммовые.
Неразъемными называются такие соединения, которые могут быть разобраны лишь путем разрушения. Неразъемные неподвижные соединения осуществляются механическим путем (запрессовкой, склепыванием, загибкой, кернением и чеканкой), с помощью сил физико-химического сцепления (сваркой, пайкой и склеиванием) и путем погружения деталей в расплавленный материал (заформовка в литейные формы, в пресс-формы и т. п.)
Подвижные неразъемные соединения собирают с применением развальцовки, свободной обжимки. В основном это соединения, заменяющие целую деталь, если изготовление ее из одной заготовки технологически невозможно или затруднительно и неэкономично.
Резьбовые соединения деталей являются наиболее распространенным видом разъемных соединений. Резьба – выступы, образованные на основной поверхности винтов и гаек и расположенные по винтовой линии. Несмотря на кажущуюся простоту резьбовые соединения весьма разнообразны. Поэтому в рамках текущего курса мы рассмотрим те из них, которые широко встречаются в нашем ассортименте. Но сперва дадим общую классификацию.
Резьбы, допуски и посадки
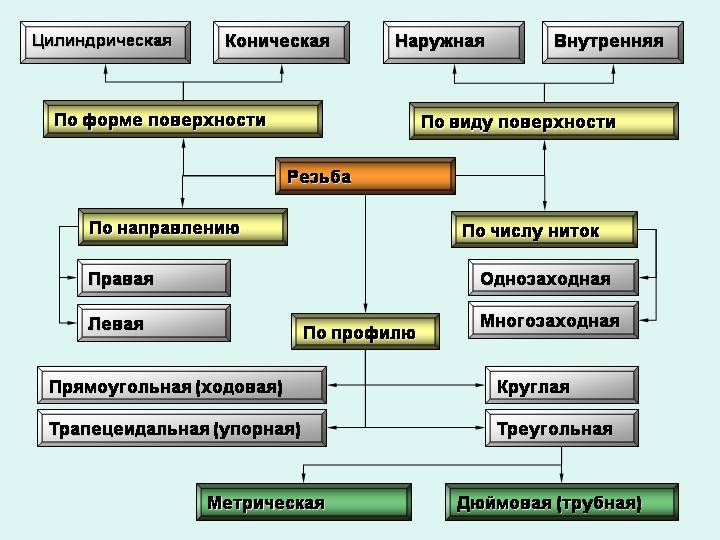
По форме основной поверхности различают цилиндрические и конические резьбы. Наиболее распространена цилиндрическая резьба. Коническую резьбу применяют для уплотняющихся и герметичных соединений труб, масленок, пробок и т.п.
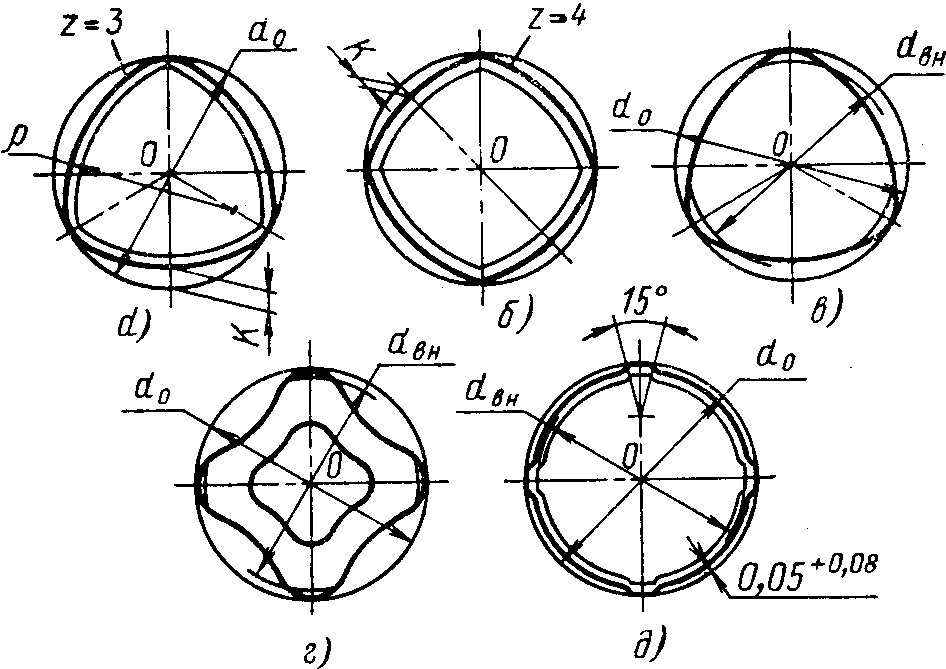
По профилю резьбы различают треугольные, прямоугольные, трапецеидальные, круглые и другие резьбы.
По направлению винтовой линии различают правую и левую резьбы. У правой резьбы винтовая линия идет слева направо и вверх, у левой – справа налево и вверх. Наиболее распространена правая резьба.
По числу заходов – однозаходная и многозаходная резьбы. Наиболее распространена однозаходная резьба.
Резьбу получают (формируют) несколькими способами:
- лезвийная обработка;
- накатывание;
- абразивная обработка;
- выдавливание прессованием;
- литьё;
- электрофизическая и электрохимическая обработка.
Наиболее распространённым и универсальным способом получения резьб является лезвийная обработка. К ней относятся:
-
нарезание наружных резьб плашками

-
нарезание внутренних резьб метчиками

-
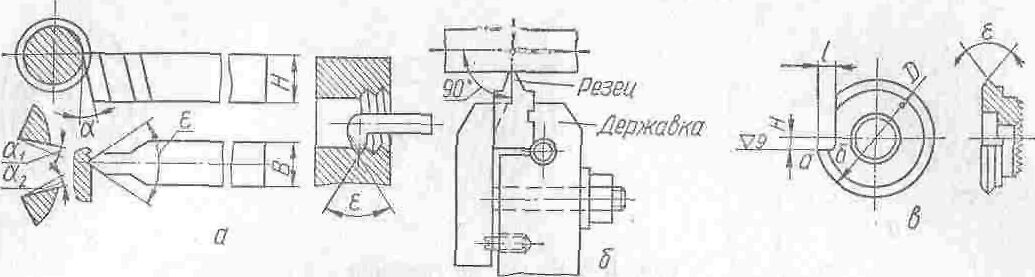
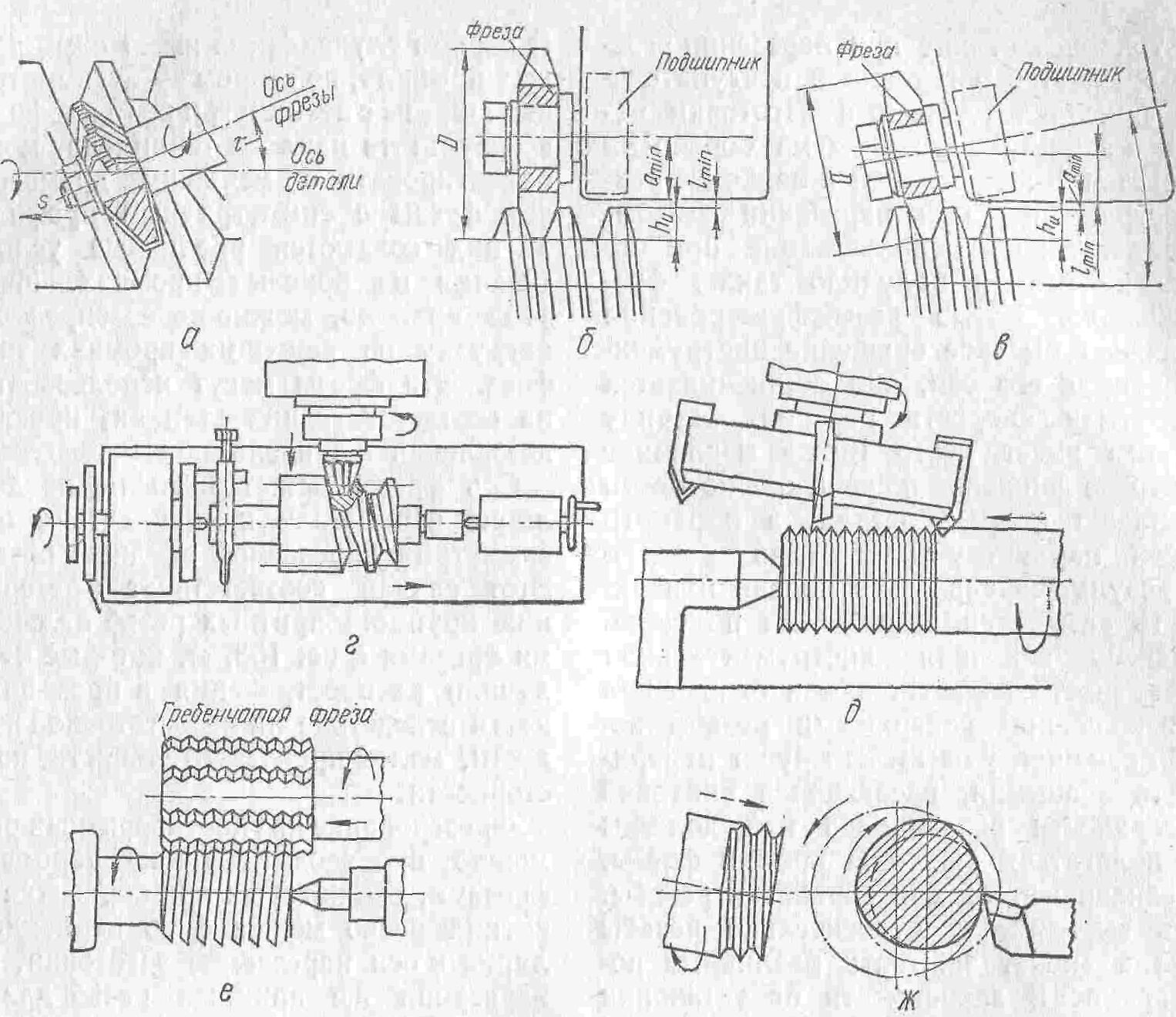
точение наружных и внутренних резьб специальными резцами и гребенками
-
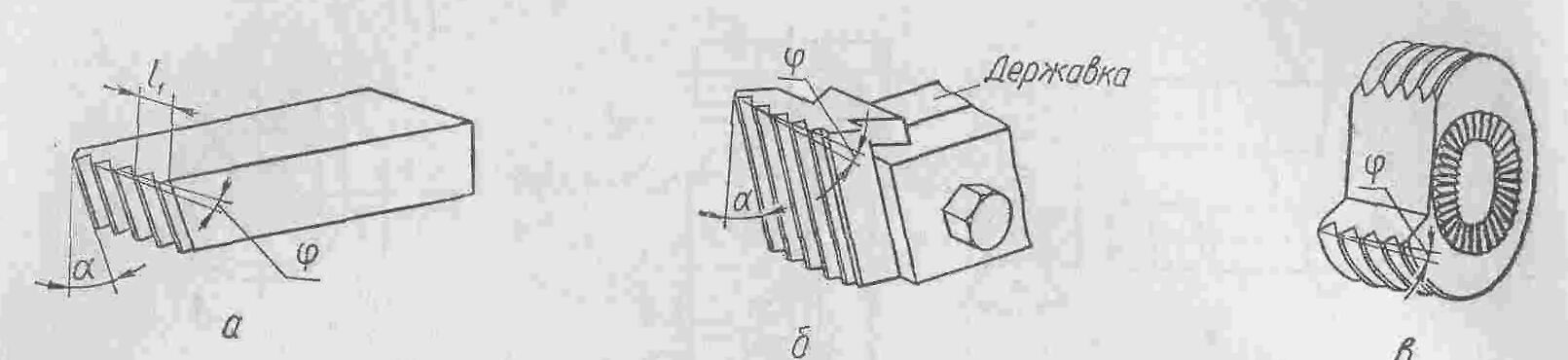
резьбофрезерование наружных и внутренних резьб дисковыми и червячными фрезами
-
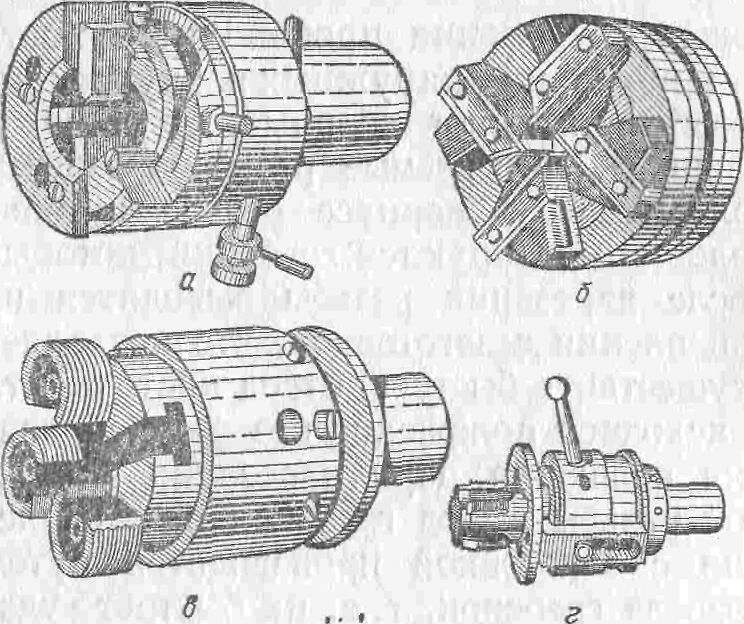
нарезание наружных и внутренних резьб резьбонарезными головками
Накатывание является наиболее производительным способом обработки резьб, обеспечивающим высокое качество получаемой резьбы. К накатыванию резьб относятся:
-
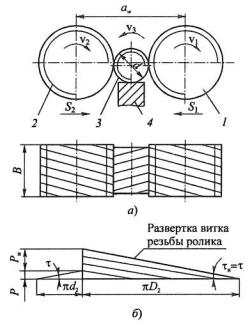
накатывание наружных резьб двумя или тремя роликами с радиальной, осевой или тангенциальной подачей
-
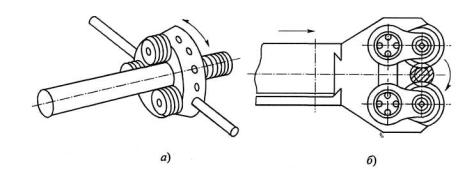
накатывание наружных и внутренних резьб резьбонакатными головками
-
накатывание наружных резьб плоскими плашками;

-
накатывание наружных резьб инструментом ролик-сегмент
-
накатывание (выдавливание) внутренних резьб бесстружечными метчиками
К абразивной обработке резьб относится шлифование однониточными и многониточными кругами. Применяется для получения точных, в основном ходовых резьб.
Выдавливание прессованием применяется для получения резьб из пластмасс и цветных сплавов. Не нашло широкого применения в промышленности.
Литьё (обычно под давлением) применяется для получения резьб невысокой точности из пластмасс и цветных сплавов.
Электрофизическая и электрохимическая обработка (например, электроэрозионная, электрогидравлическая) применяется для получения резьб на деталях из материалов с высокой твердостью и хрупких материалов, например твёрдых сплавов, керамики и т. п.
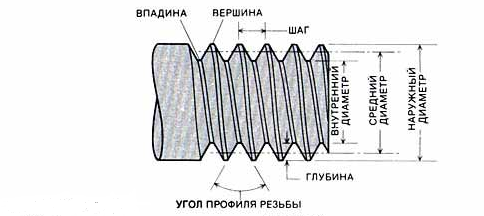
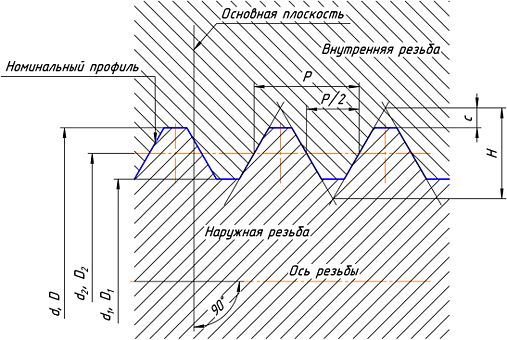
Рассмотрим теперь основные геометрические параметры цилиндрических резьб. Они включают: наружный d, средний d2 и внутренний d1 диаметры резьбы, шаг резьбы р, угол профиля α.
Метрическая резьба ISO – основной вид резьбы крепежных деталей с углом профиля α = 600. Широко употребима в Европе и Азии. Профиль – равносторонний треугольник со срезанными вершинами. Размеры указываются в миллиметрах.
Метрическая резьба бывает с крупным и мелкими шагами. Чаще всего, наиболее износостойкую и технологичную резьбу выполняют с крупным шагом. Резьбы с мелким шагом используются реже. Ниже приводится таблица, составленная на основании ГОСТ 8724-81 «Резьба метрическая. Диаметры и шаги».
Шаг резьбы для крупной и мелкой резьбы (однозаходной)
(Размеры в скобках действительны для новых стандартов ISO)
|
Резьба |
Шаг резьбы Р, мм |
|||
|
Крупная резьба М |
Мелкая резьба М |
|||
|
Мелкая |
Мелкая 2 |
Супермелкая |
||
|
М1 М1.2 М1.4 М1.6 М1.8 |
0.25 0.25 0.3 0.35 0.35 |
(0.2) (0.2) (0.2) (0.2) (0.2) |
|
|
|
М2 М2.2 М2.5 М3 М3.5 |
0.4 0.45 0.45 0.5 0.6 |
(0.25) (0.25) (0.35) (0.35) (0.35) |
|
|
|
М4 М5 М6 М8 М10 |
0.7 0.8 1 1.25 1.5 |
0.5 0.5 0.75 1 1.25 |
0.5 0.75 1 |
0.5 0.75 |
|
М12 М14 М16 М18 М20 |
1.75 2 2 2.5 2.5 |
1.5 1.5 1.5 2 2 |
1.25 1.25
1.5 1.5 |
1 1 1 1 1 |
|
М22 М24 М27 М30 М33 |
2.5 3 3 3.5 3.5 |
2 2 2 2 2 |
1.5 1.5 1.5 1.5 1.5 |
1 1 (1) (1) |
|
М36 М39 М42 М45 М48 |
4 4 4.5 4.5 5 |
3 3 (4)3 (4)3 (4)3 |
2 2 2 2 2 |
1.5 1.5 1.5 1.5 1.5 |
|
М52 М56 М60 М64 М68 |
5 5.5 5.5 6 6 |
(4)3 4 4 4
|
2 3(2) 3(2) 3 3 |
1.5 1.5 1.5 2(1.5) 2(1.5) |
Кроме упомянутых выше основных характеристик существуют дополнительные: сбег, недорез и недовод.
Участок конечных витков резьбы, имеющих неполный профиль, называется сбегом резьбы. Сбег резьбы — участок неполного профиля в зоне перехода резьбы в гладкую часть детали, возникает при отводе режущего инструмента от изделия.
Недовод резьбы — величина ненарезанной части поверхности детали между концом сбега и опорной поверхностью детали (при переходе с одного диаметра на другой).
Недорез резьбы — участок поверхности детали, включающий сбег резьбы и недовод.
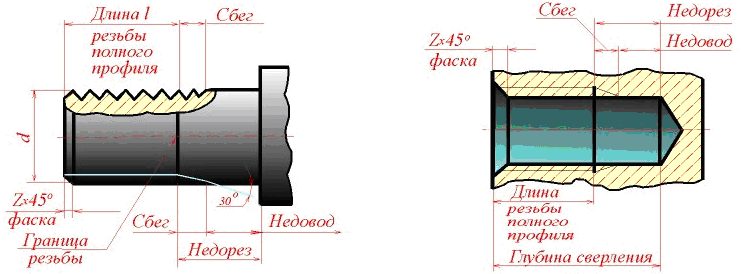
Величина недореза важна, например, при соединении двух тонких листов стали: при излишне большом недорезе соединение может быть неплотным.
Также встречаются дюймовые резьбы нескольких видов (1 дюйм равен 25,4 мм).
Дюймовая резьба UTS, ISO 5864. Используется преимущественно в США. Профиль – равносторонний треугольник (угол при вершине 60о) со срезанными вершинами. При одном диаметре резьба может иметь крупный (UNC) или мелкий (UNF) шаг. Размеры резьбы указываются в долях дюйма и в числе витков, приходящихся на дюйм. Для маленьких диаметров резьбы перед числом витков через дефис ставится порядковый номер резьбы: от 0 до 12.
Дюймовая резьба Витворта BSW. Используется преимущественно в Великобритании. Профиль – равнобедренный треугольник (угол при вершине 55 градусов). При одном диаметре резьба может иметь крупный (BSW) или мелкий (BSF) шаг. Размеры указываются в долях дюйма и в числе витков резьбы на дюйм.
| Дюймы | мм Ø | UNC | UNF |
| No. 0 | 1,524 | 80 | |
| No. 1 | 1,854 | 64 | 72 |
| No. 2 | 2,184 | 56 | 64 |
| No. 3 | 2,515 | 48 | 56 |
| No. 4 | 2,845 | 40 | 48 |
| No. 5 | 3,175 | 40 | 44 |
| No. 6 | 3,505 | 32 | 40 |
| No. 8 | 4,166 | 32 | 36 |
| No. 10 | 4,826 | 24 | 32 |
| No. 12 | 5,486 | 24 | 28 |
| 1/4" | 6,35 | 20 | 28 |
| 5/16" | 7,938 | 18 | 24 |
| 3/8" | 9,525 | 16 | 24 |
| 7/16" | 11,112 | 14 | 20 |
| 1/2" | 12,7 | 13 | 20 |
| 9/16" | 14,288 | 12 | 18 |
| 5/8" | 15,875 | 11 | 18 |
| 11/16" | 17,462 | ||
| 3/4" | 19,05 | 10 | 16 |
| 13/16" | 20,638 | ||
| 7/8" | 22,225 | 9 | 14 |
| 15/16" | 23,812 | ||
| 1" | 25,4 | 8 | 12 (14 UNS) |
| 1 1/8" | 28,575 | 7 | 12 |
| 1 1/4" | 31,75 | 7 | 12 |
| 1 3/8" | 34,925 | 6 | 12 |
| 1 1/2" | 38,1 | 6 | 12 |
| 1 9/16" | 39,688 | ||
| 1 5/8" | 41,275 | ||
| 1 3/4" | 44,45 | 5 | |
| 2" | 50,8 | 4 ½ | |
| 2 1/4" | 57,15 | 4 ½ | |
| 2 1/2" | 63,5 | 4 |










